sie
18
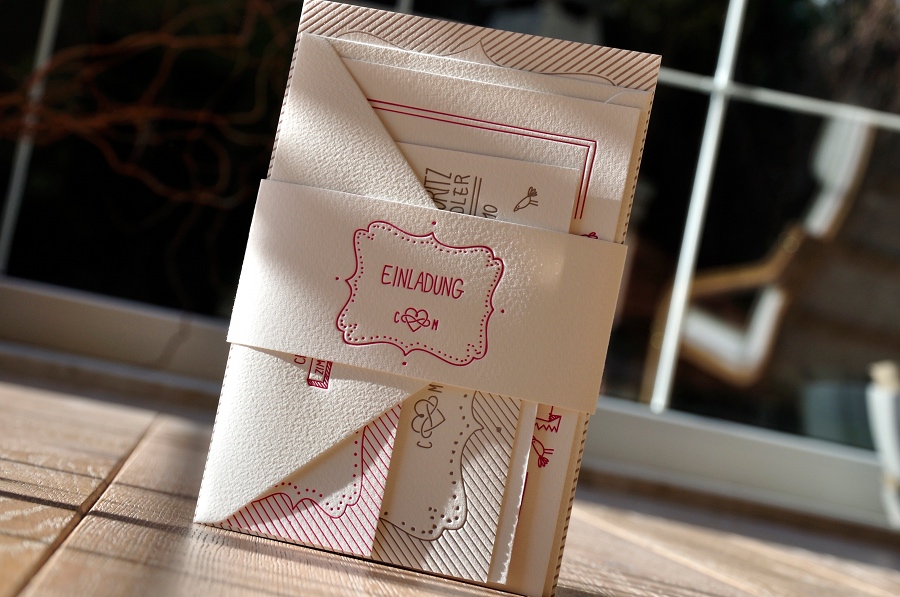
Zaproszenie ślubne drukowane w technice letterpress na papierze 500 gsm 100% cotton. Format 120 x 170 mm, druk wykonany z 2 matryc z farbami w kolorach z gamy Pantone Solid Formula Guide Uncoated o numerach PMS 198 U i PMS 431U.
Dodatkowymi elementami były : uszlachetnianie w formie zaokrąglonych rogów oraz koperty wykonane z papieru 150 gsm 100% cotton, z zamknięciem w formie naszej trójkątnej klapki.
Ze względu na sporą powierzchnię elementów koloru PMS 198U papier został przed rozpoczęciem druku specjalnie przygotowany i nawilżony (niestety także odczuwamy letnie temperatury i wszystko staje się twarde jak kamień), a do samego druku użyto specjalnych bardziej miękkich niż zazwyczaj podkładów.










")
")
")

")
")
")

")
")