lut
29
Przedstawiony projekt to  jeden z trudniejszych ostatnimi czasy do druku. Problem jak zwykle polegał na bardzo dużym jak na letterpress pokryciu kolorem. Z reguły staramy się aby pokrycie to nie przekraczało około 15% powierzchni, ale często jest tak, że klient się wyjątkowo upiera i wtedy próbujemy mu pomóc. Niekiedy są to modyfikacje projektu aby przykładowo zmniejszyć naprężenia matryc i zostawić im trochę miejsca na 'oddech’, niekiedy są to wielokrotne pokrywania tej samej powierzchni w celu jej równomiernego pokrycia. Zmieniamy konsystencję farb, używamy różnych dodatków powodujących bardziej równomierne nanoszenie naszych mazistych i bardzo gęstych bądź co bądź farb, zmieniamy podkłady na bardziej miękkie, zmieniamy płyty drukarskie itd, itd. Kombinacji co niemiara, ale jedno się nie zmienia.
jeden z trudniejszych ostatnimi czasy do druku. Problem jak zwykle polegał na bardzo dużym jak na letterpress pokryciu kolorem. Z reguły staramy się aby pokrycie to nie przekraczało około 15% powierzchni, ale często jest tak, że klient się wyjątkowo upiera i wtedy próbujemy mu pomóc. Niekiedy są to modyfikacje projektu aby przykładowo zmniejszyć naprężenia matryc i zostawić im trochę miejsca na 'oddech’, niekiedy są to wielokrotne pokrywania tej samej powierzchni w celu jej równomiernego pokrycia. Zmieniamy konsystencję farb, używamy różnych dodatków powodujących bardziej równomierne nanoszenie naszych mazistych i bardzo gęstych bądź co bądź farb, zmieniamy podkłady na bardziej miękkie, zmieniamy płyty drukarskie itd, itd. Kombinacji co niemiara, ale jedno się nie zmienia.
Doświadczenie i obserwacja każdej drukowanej sztuki powoduje coś takiego jak pewną interakcję pomiędzy produktem a osobą go wykonującą. Tak jak gdybyś podświadomie wiedział jak zareagować. Taka cienka nić porozumienia pomiędzy maszyną, papierem, farbą i człowiekiem…
Urok letterpress-u …

lut
25
Współpracując z grafikami z niemal całego świata ma się od czasu  do czasu kilka spostrzeżeń. Dzisiejsza myśl to ukłony dla jakości pracy znakomitej większości grafików z Niemiec, Austrii i Szwajcarii oraz sposobu przygotowywania przez nich finalnych prac do druku.
do czasu kilka spostrzeżeń. Dzisiejsza myśl to ukłony dla jakości pracy znakomitej większości grafików z Niemiec, Austrii i Szwajcarii oraz sposobu przygotowywania przez nich finalnych prac do druku.
Nim coś zrobią – zawsze pytają, nim zapytają, wszystko wcześniej przeczytają. Wszystko zawsze jest na miejscu, kolory poprawnie zdefiniowane, warstwy czyste, poprawnie pogrupowane i czytelne. Nie ma śmieci, ukrytych konturów i bitmap zaimportowanych do wnętrza wektorów a do tego super rozbiegówki z pełnym i czytelnym opisem. Nic tylko przeczytać i zabierać się do pracy.
Hmm, ale w końcu to niemiecka solidność 🙂 której możemy im w wielu miejscach pozazdrościć jak sądzę. Ale to tylko moja własna opinia. I wcale nie musi być miarodajna. To tak na marginesie.
lis
27
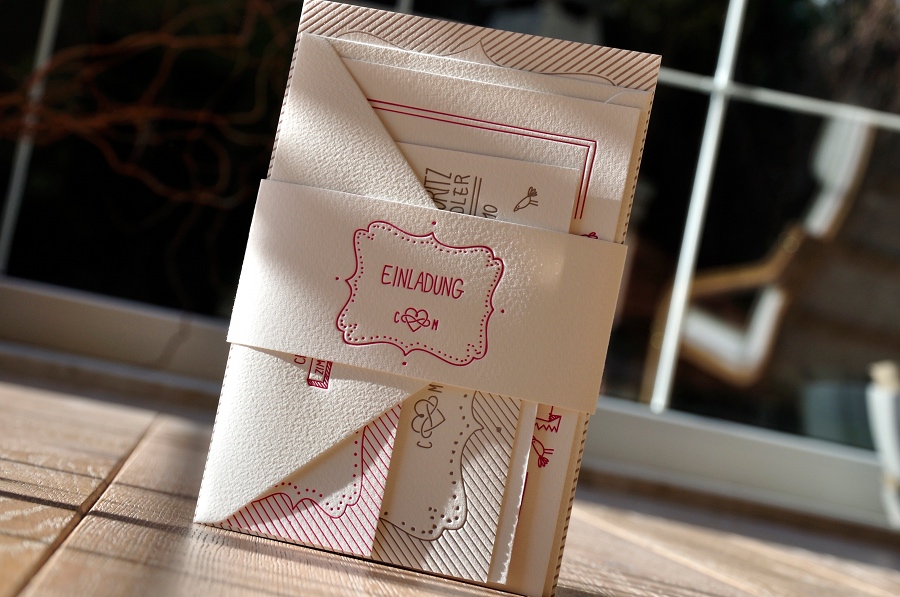
 Wizytówki letterpress takie jak projekt p. Marty Jóźwiak z MOI ATELIER wyglądają cudownie, jednak ich produkcja to często koszmar drukarza 🙂 W technice letterpress duże, równomierne pokrycie kolorem było, jest i pewnie jeszcze długo będzie bardzo trudnym wyzwaniem. Druk typograficzny to w przeciwieństwie do np. druku offset-owego druk bez żadnego nawilżania. To, wraz z informacją o tym, iż do tego typu druku stosowane są całkowicie inne farby daje nam za każdym razem powód do zmartwień. Farby do techniki letterpress są częściowo przezroczyste. Umiejętne wykorzystanie tego w projektach daje wspaniałe rezultaty „mieszania” różnych składowych, jednak ma też słabe strony.
Wizytówki letterpress takie jak projekt p. Marty Jóźwiak z MOI ATELIER wyglądają cudownie, jednak ich produkcja to często koszmar drukarza 🙂 W technice letterpress duże, równomierne pokrycie kolorem było, jest i pewnie jeszcze długo będzie bardzo trudnym wyzwaniem. Druk typograficzny to w przeciwieństwie do np. druku offset-owego druk bez żadnego nawilżania. To, wraz z informacją o tym, iż do tego typu druku stosowane są całkowicie inne farby daje nam za każdym razem powód do zmartwień. Farby do techniki letterpress są częściowo przezroczyste. Umiejętne wykorzystanie tego w projektach daje wspaniałe rezultaty „mieszania” różnych składowych, jednak ma też słabe strony.
 Jedna z nich to nierównomierne i kaszkowate pokrycie dużych powierzchni koloru. Według naszych „badań” pokrycie jest akceptowalne jakościowo jeżeli udział pokrycia nie jest większy niż 20-25 % powierzchni druku, jednak tak naprawdę jest to tylko baaardzo ogólny wskaźnik. Na niektórych matrycach o powierzchni appli >25% druku kolor wychodzi poprawnie, a na niektórych o powierzchni appli <15% wychodzi źle. I bądź tu człowieku mądry.
Jedna z nich to nierównomierne i kaszkowate pokrycie dużych powierzchni koloru. Według naszych „badań” pokrycie jest akceptowalne jakościowo jeżeli udział pokrycia nie jest większy niż 20-25 % powierzchni druku, jednak tak naprawdę jest to tylko baaardzo ogólny wskaźnik. Na niektórych matrycach o powierzchni appli >25% druku kolor wychodzi poprawnie, a na niektórych o powierzchni appli <15% wychodzi źle. I bądź tu człowieku mądry.
Tak naprawdę każda matryca ma swój unikalny i indywidualny algorytm druku. Mamy oczywiście wiele technik wspomagających jak np. skorygowanie projektu i zmniejszenie naprężeń (wewnątrz appli), użycie innych, droższych matryc, z możli wym rastrowaniem, czy też najczęściej stosowaną, czyli wielokrotne pokrywanie tej samej powierzchni (rekordowy projekt pokrywany był 5-cio krotnie w tym samym miejscu, tą samą matrycą), aby uzyskać równomierny i nasycony kolor. Jak widać na drugim z załączonych zdjęć, każda następna warstwa nakładanego koloru powoduje jego zwiększone nasycenie i przyciemnienie, które niekiedy jest pożądane, lecz niekiedy zbędne. Przedstawione na zdjęciach wizytówki letterpress (zarówno MOI jak i Witt) to właśnie przykład druku bardzo trudnej appli na zasadzie wielokrotnego nakładania/drukowania tej samej powierzchni w tym samym miejscu.
wym rastrowaniem, czy też najczęściej stosowaną, czyli wielokrotne pokrywanie tej samej powierzchni (rekordowy projekt pokrywany był 5-cio krotnie w tym samym miejscu, tą samą matrycą), aby uzyskać równomierny i nasycony kolor. Jak widać na drugim z załączonych zdjęć, każda następna warstwa nakładanego koloru powoduje jego zwiększone nasycenie i przyciemnienie, które niekiedy jest pożądane, lecz niekiedy zbędne. Przedstawione na zdjęciach wizytówki letterpress (zarówno MOI jak i Witt) to właśnie przykład druku bardzo trudnej appli na zasadzie wielokrotnego nakładania/drukowania tej samej powierzchni w tym samym miejscu.
Aby podsumować, oto kilka rad :
-
jeżeli w Twoim projekcie jest appla, niech jej wielkość nie przekracza 10-15% pokrycia
-
jeżeli już musi być większa (15-25%), spróbuj ją nieco „rozprężyć” w projekcie, czyli wstaw wewnątrz niej elementy które zmniejszą naprężenia matrycy podczas druku (tekst, kreski, kropki, inne elementy, etc)
-
jeżeli chcesz aby była jeszcze większa, przygotuj sie na efekt typu „vintage”, lub spróbuj to zrobić innymi (choć dużo droższymi), specjalistycznymi matrycami
-
przy dużej appli, nie drukuj dwustronnie, matryce są wypukłe i taka duża powierzchnia wypchnie wszystko co napotka na swojej drodze przy wielotonowym docisku
-
nim zaprojektujesz dużą apple, pamiętaj, że ten typ druku przewidziany był kiedyś głównie do druku książek oraz głównie elementów tekstowych
-
jeżeli masz więcej pytań, zapytaj drukarza
lis
27
Druk dwustronny w technice letterpress nie jest tak prosty jak mogłoby się wydawać. Jest on oczywiście możliwy, ale aby uzyskać poprawne efekty trzeba pamiętać o wielu różnych elementach. Zakładając, że zależy nam choć na minimalnym efekcie relief-u (czyli tłoczenia wgłąb papieru) musimy pamiętać, iż w tej technice w przeciwieństwie do embossing-u rewers druku pozostawiamy płaski, a całość tłoczenia „mieści się” w ramach grubości papieru. Nasze obecne możliwości tłoczeń to (regulowana) głębokość tłoczenia od 0.1 – 0.7 mm, tak więc przy papierze z grupy B (500-600 gsm o grubości ok 1.0 mm) są one możliwe w maksymalnym wymiarze.

Dla papieru z tzw. grupy A (300-400 gsm, o grubości ok 0.5 mm) nie są one możliwe w takim samym wymiarze i stąd ograniczamy je do max. 0.3 mm wgłąb papieru. Przy druku letterpress dwustronnym, który w naszym wydaniu realizujemy z reguły tylko na papierach grubszych, jedna, wybrana przez klienta strona musi być drukowana na płasko, ponieważ inaczej tłoczenia będą „przepychać się” wzajemnie. Ta strona która drukowana będzie jako pierwsza , docelowo pozostanie płaska i może to być dowolna ze stron.

lis
22
Kolorowanie brzegów, określane w języku angielskim jako edge painting jest usługą dodatkową. Można ją wykonywać tylko na papierze o określonej grubości (min 500 gsm). Zasada jest taka, że im papier jest grubszy tym lepiej i tym lepszy jest efekt. Kolorowanie wykonywane jest u nas ręcznie oraz specjalnymi farbami. Proces ten stosowany był przez dawnych introligatorów głównie w celu uatrakcyjniana wyglądu książek. W chwili obecnej do dyspozycji mamy około 25 różnych głównych kolorów plus spontaniczne mieszanki, a kolorowanie jako usługa dostępna jest zarówno dla zaproszeń i większych druków jak i dla wizytówek.

lis